
Ever since the widespread adoption of plywood in the 1950s, engineered wood panels have become a ubiquitous and versatile building material, but eventually oriented strand board (OSB) came to dominate the industry.
Used for everything from subfloors and underlayments to sheathing, roofing, and even fine, high-end cabinetry, engineered wood panels have evolved from their plywood origins to include OSB and hybridized panels with moisture control, weather barriers, and more. And while application still often determines the selection of specific products, price and performance are increasingly important parts of a contractor’s decision-making when loading up on panels for a job.
[ Read More: LP Releases University of Maine Test Results Confirming Sub-Floor Performance ]

Weyerhaeuser's Edge Gold OSB flooring panels feature drainage grooves to prevent standing water and allow for construction during inclement weather. Tongue-and-groove edges create for a self-gapping fit with a sealed panel edge and a touch-sanded face for a uniform thickness.
Jim Alexander has been doing high-end carpentry, remodeling, and whole-house construction jobs in New York City since the 1960s, and remembers when plywood first conquered wood planks as the subflooring of choice among Big Apple contractors.
“It was faster, stronger, and cheaper, and in construction, those are the three things you can never argue against,” Alexander says. “Then OSB comes along, and I don’t know if it is any faster or stronger, but it is definitely cheaper. If you are going to build a house and use 10 or 20 sheets of plywood, it's not that big of a deal. But if you’re going to build a development of 20 houses, to save a couple of bucks on each board suddenly becomes a tremendous amount of money.”
The National Association of Certified Home Inspectors estimates that OSB may cost $700 less than plywood to build a typical 2,400-square foot home. As a result, OSB has gained a massive market share at the expense of plywood for anything that’s not high-end cabinetry, finish carpentry, or applications, where aesthetics remain a concern. Today, OSB has about a 75 percent market share in the building category.
[ Read More: THE PROS AND CONS OF ENGINEERED LUMBER ]

AdvanTech OSB subflooring from Huber Engineered Woods features advanced moisture resistant resin technology applied through the panel. High density engineered wood provides strength, stiffness, and fastener-holding power to help keep floors flat and quiet. It has a durable tongue and groove profile for easy installation.
“There aren’t many sheathing applications where OSB hasn’t been able to be an alternative to plywood,” explains Kelly Harmon, the senior national product manager for engineered wood products at LP Building Solutions. “The conversion has been driven largely by increasing costs for plywood due to availability of the larger logs needed to produce veneer, and because OSB offers comparable structural performance and more consistency with edge swell, delamination, and nail retention.”
Like most engineered wood product manufacturers, LP is exploring ways to continue to innovate within the panel category, particularly when it comes to combining elements such as moisture resistance, vapor barriers, and radiant barriers into panel systems.
“Providing solutions to the builder and homeowner is where engineered panels are separating themselves from other panels, and elements that traditionally were used by one product at a time are now being combined in systems,” Harmon says.
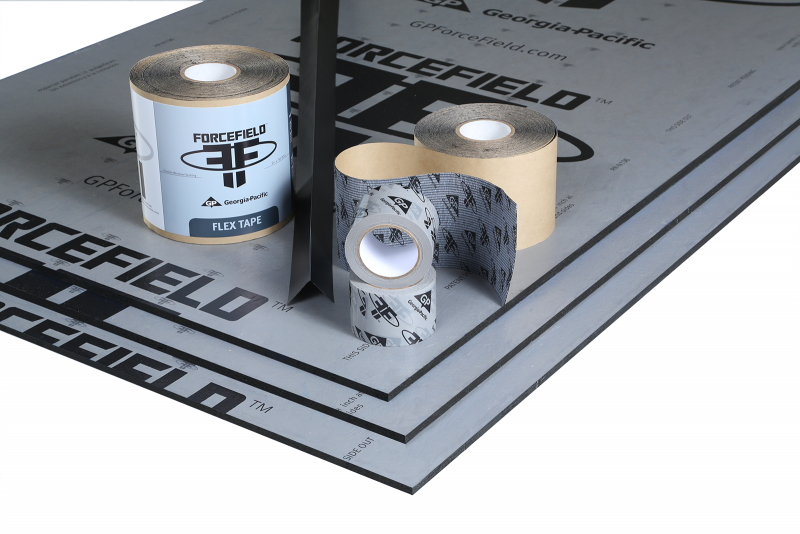
Georgia Pacific's ForceField engineered wood sheathing panels are laminated with an air and water barrier, but it installs just like standard OSB or plywood sheathing. When installed with seam tape, the system creates an integrated air and water barrier, eliminating the need for house wrap. It’s available in 8-foot, 9-foot, and 10-foot lengths.
While plywood also remains a preferred panel for high-end hardwood and luxury vinyl tile (and is still required in Dade County and surrounding counties in Florida prone to hurricanes), the comparative strength, stiffness, and hardness of new OSB formulations could be making inroads, there, too.
“One reason is that some of the premium options tend to be more moisture resistant,” says Paigh Bumgarner, product manager for AdvanTech at Huber Engineered Woods. “But higher wood density, paired with advanced engineering, are also providing the bending strength, stiffness, and nail holding power needed to deliver a quiet, stiff floor.”
Which could leave finish carpentry as the last bastion for plywood’s supremacy in the world of engineered wood panels. That sits well with construction veterans like Alexander, who takes an everything-has-its-place attitude to his building products. “OSB has certainly proved itself to be versatile on the jobsite,” he says. “But you’re never going to make cabinets out of it or for any work where finish and appearance is the end game.”
[ Read More: New Startup Unveils Technology Promising to Transform Prefab Home Market ]

LP Building Solutions' Legacy OSB subflooring panels use Gorilla Glue technology to coat wood strands with waterproof resins for optimized moisture resistance. High panel density provides exceptional fastener holding strength and a quieter sub-floor to foot traffic.

Boise Cascade's plywood underlayment panels are available in Western fir scant and full-face profiles and in Southern yellow pine. The tongue and groove design fit panels together quickly and easily. Plywood product mix includes sheathing, flooring, sanded, siding, plyform and insulating panels.

Freres Plywood’s sheathing and touch sanded plywood panels are certified by APA, and all on-grade plywood products meet or exceed US Product Standard PS 1-95 standards. Available in 3-ply, 4-ply, 5-ply and 7-ply with tongue and groove scant and full face profiles.




Add new comment